Development and modernization of measurement systems for round and rebar rolled products
THE SYSTEM IS BASED ON A LASER 2D PROFILOMETER
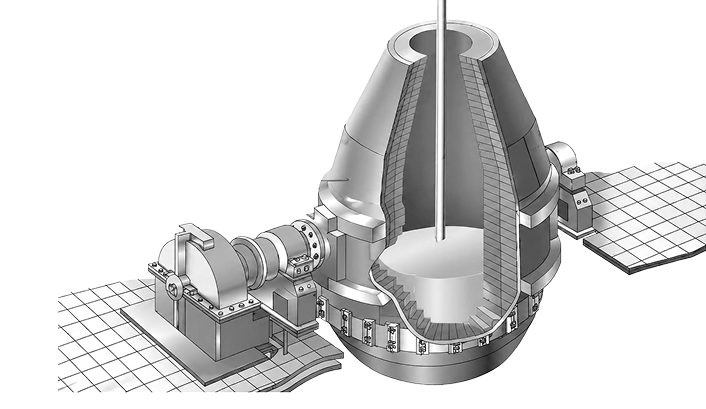
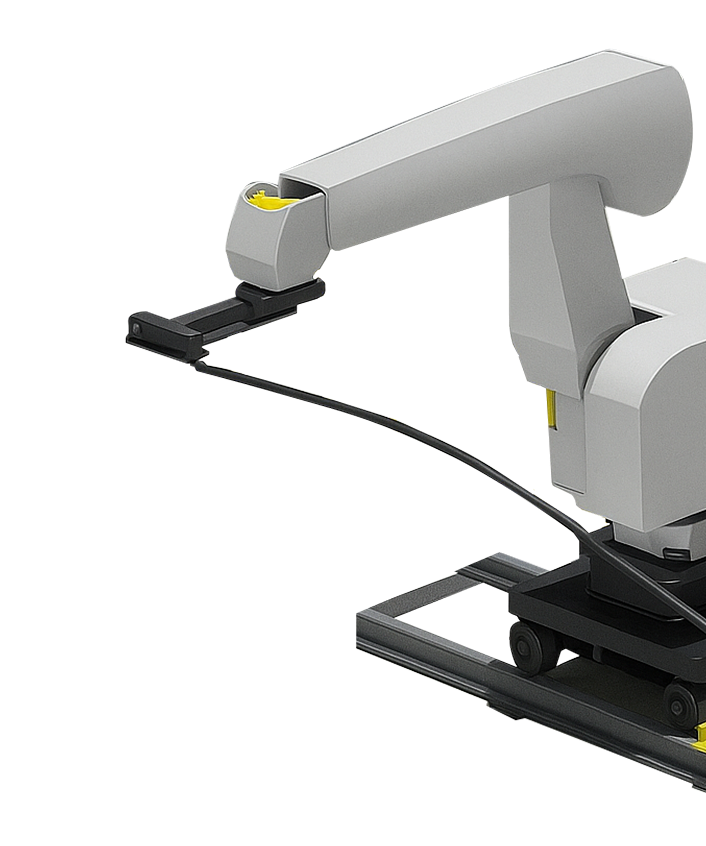
The principle of the profilometer operation is based on laser triangulation. The profilometer contains a photodetector in the form of a matrix of photosensitive elements, containing n rows and m columns. A laser radiation line, generated by a laser module with an optical line generator, is projected onto the measured object. The image of the line is projected by an optical system onto the photodetector matrix, digitized, and transmitted to a controller where signal processing takes place. One of the processing options is real-time calculation of the measured object's profile. Information is sent to a computer via an Ethernet interface. Higher-level programs perform information reception from the profilometer, visualization of received data, and operating mode control.
MEASUREMENT PRINCIPLE
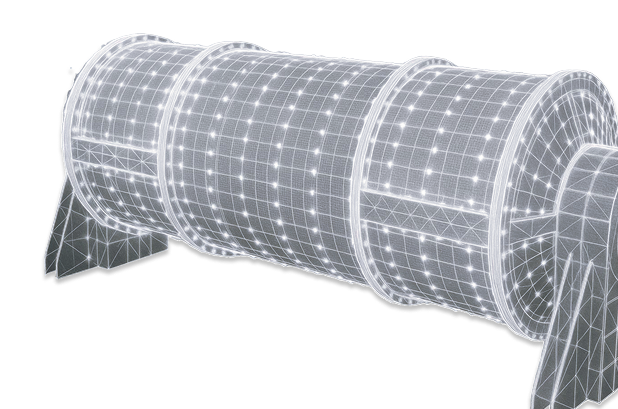
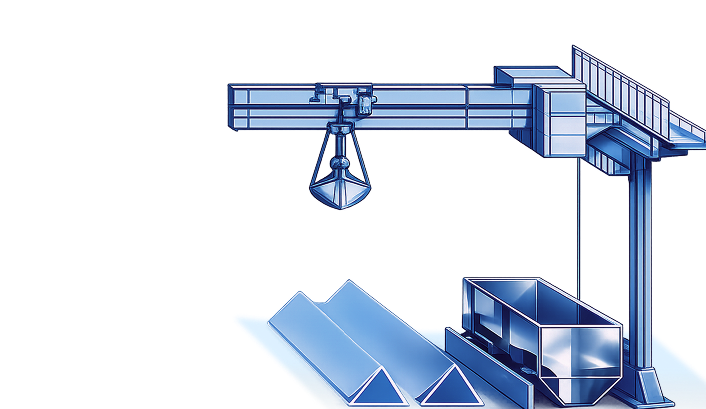
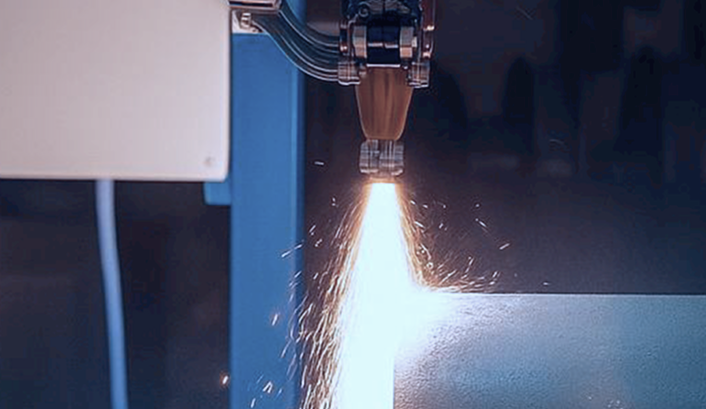
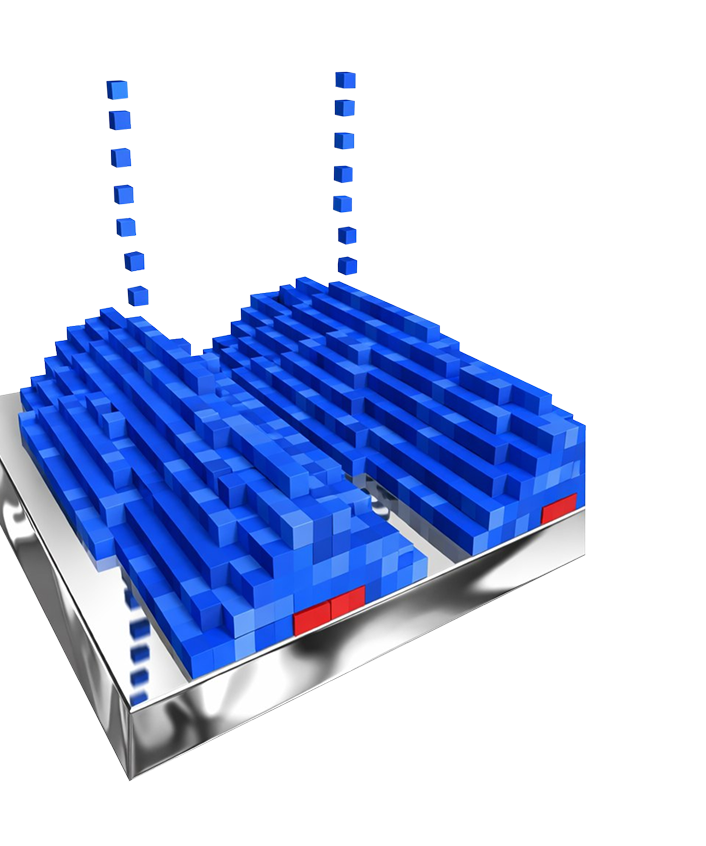
The line generator creates a flat laser beam (laser plane), which is directed at the controlled object (rolled product, sheet, profile). The laser line intersects the surface of the object. Depending on the shape and relief of the surface, the line is distorted — it bends, breaks, or shifts. The distorted image of the laser line is projected through the photodetector's optical system onto a matrix photodetector (e.g., a CMOS matrix). The controller, based on a signal processor, analyzes the received image: it calculates the coordinates of the pixels corresponding to the laser line and, according to the laws of triangulation, converts them into real spatial coordinates (height, width, depth). As a result, a 2D cross-sectional profile of the object (a set of X–Z points) is formed. When the object (strip, rod) moves, successive profiles are combined into a 3D surface model or allow for the measurement of geometric parameters (diameter, ovality, defect depth).

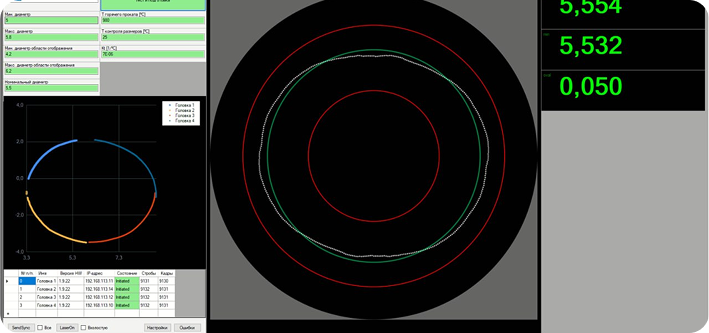
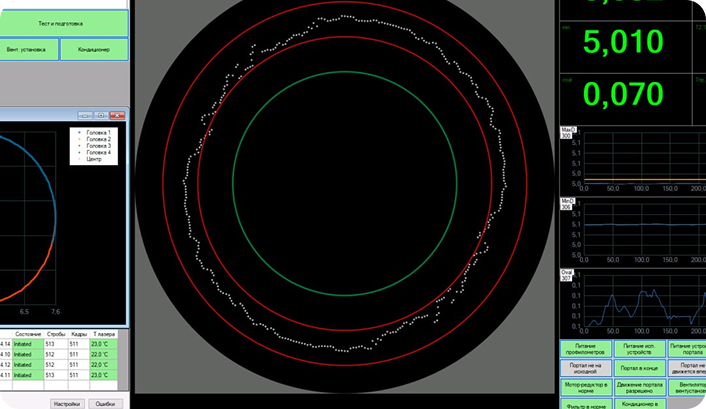
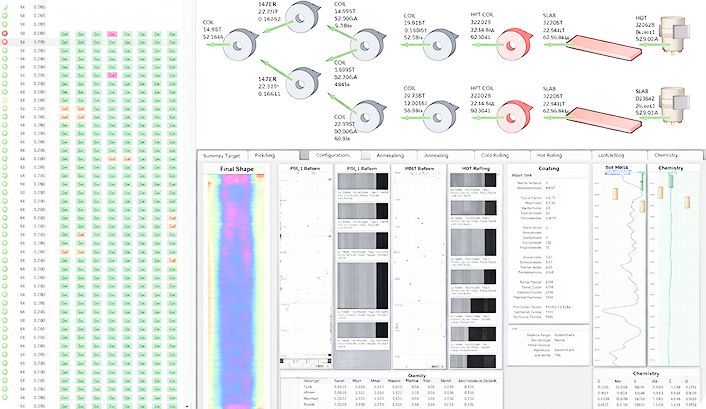
Results
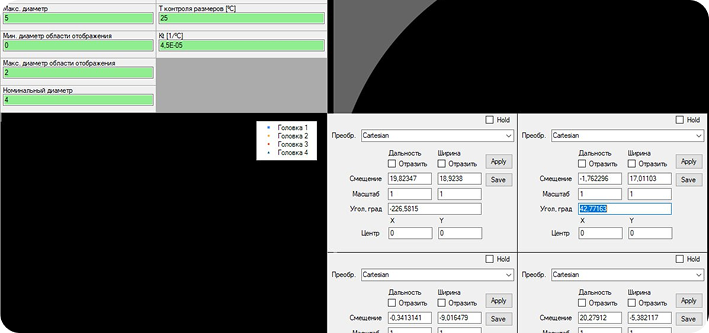
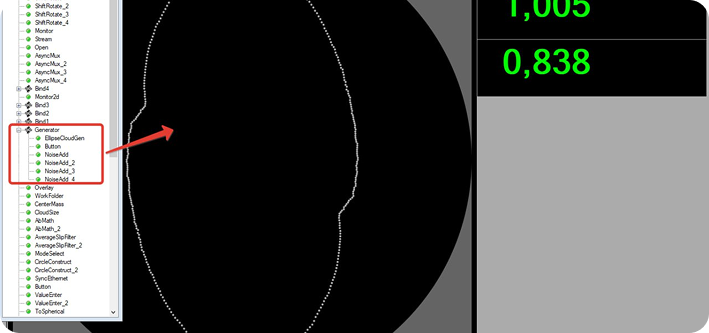
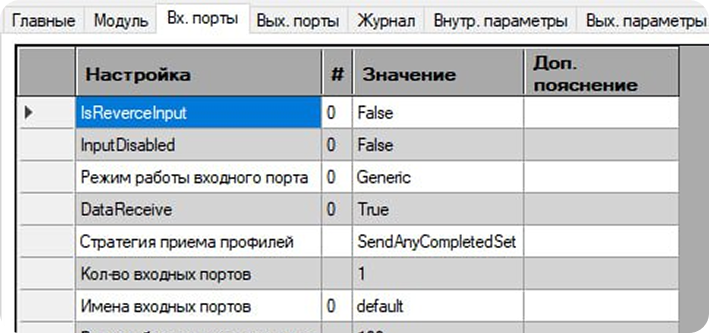
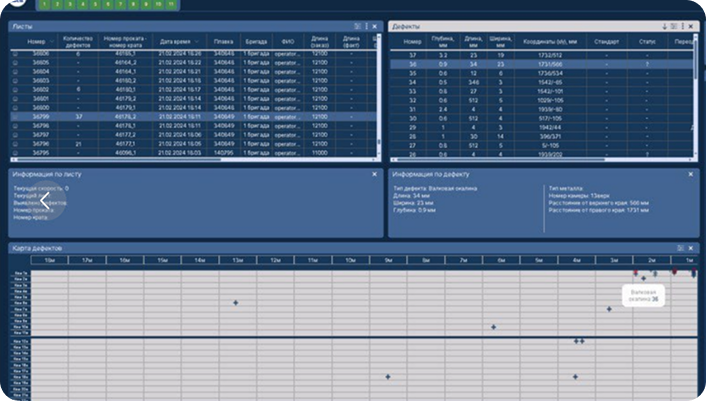
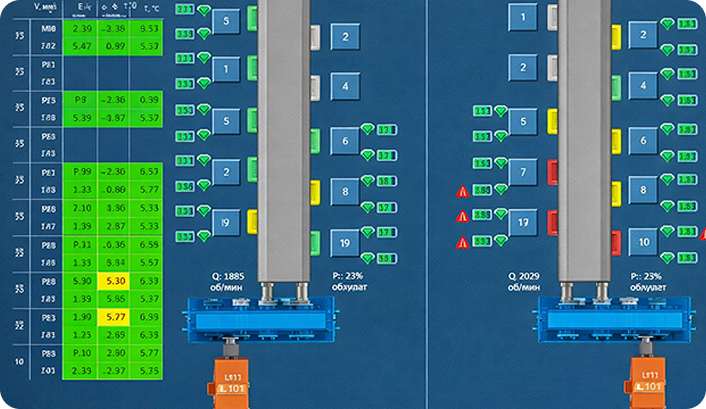
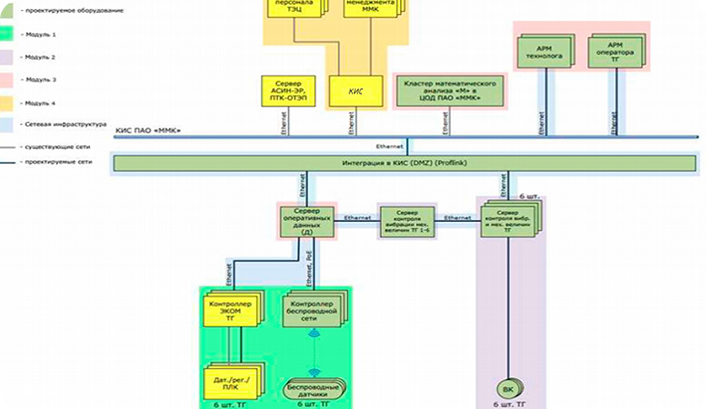
SYSTEM INTERFACE