Разработка системы анализа завершённости процесса спекания агломерата широкоугольными тепловизорами в хвостовой части агломашин аглофабрики
СОДЕРЖАНИЕ РАБОТ
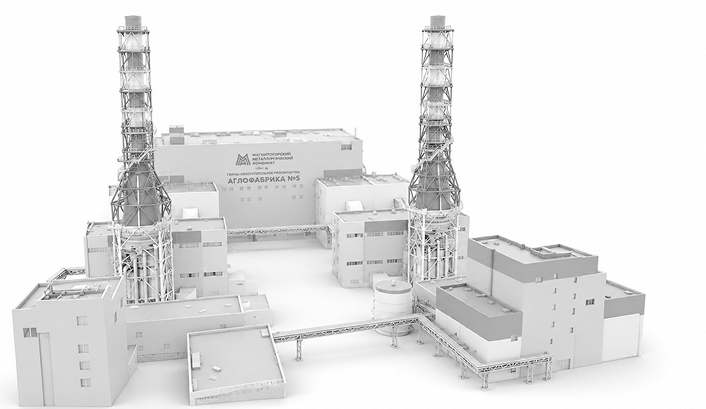
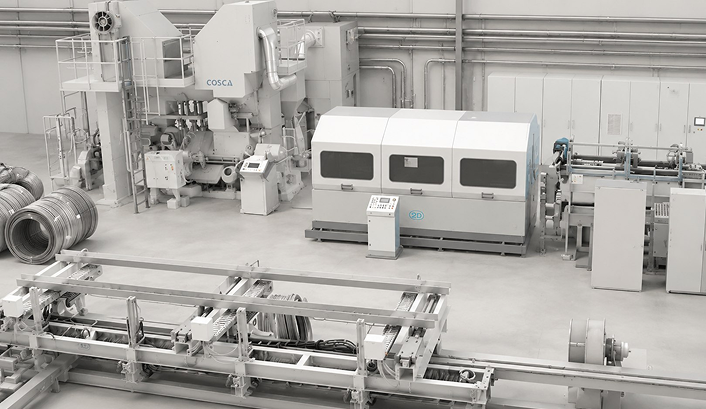
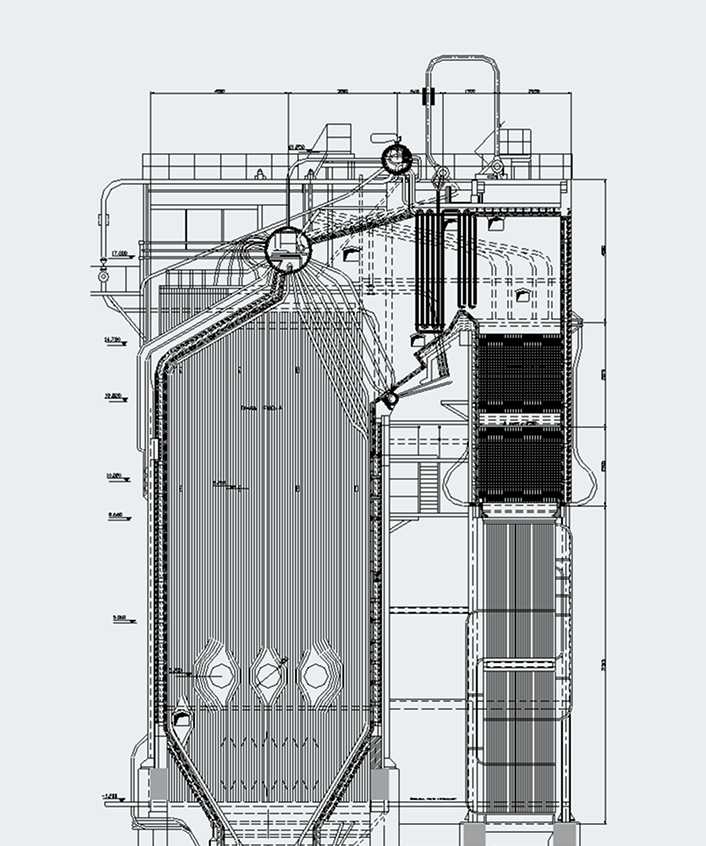
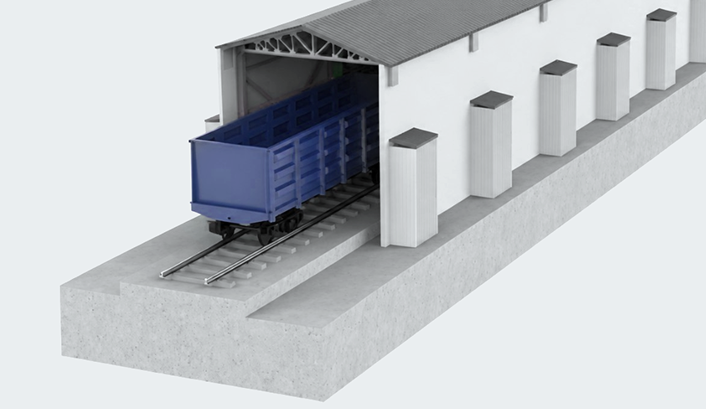
Выбраны места установки оборудования
Определены оптимальные места установки тепловизоров и ключевые технологические параметры элементов, влияющие на завершённость процесса спекания
Анализ процессов
Проведён анализ технологических процессов и исследована зависимость между полученными данными
Разработан алгоритм
Разработан алгоритм формирования рекомендаций и математическая модель
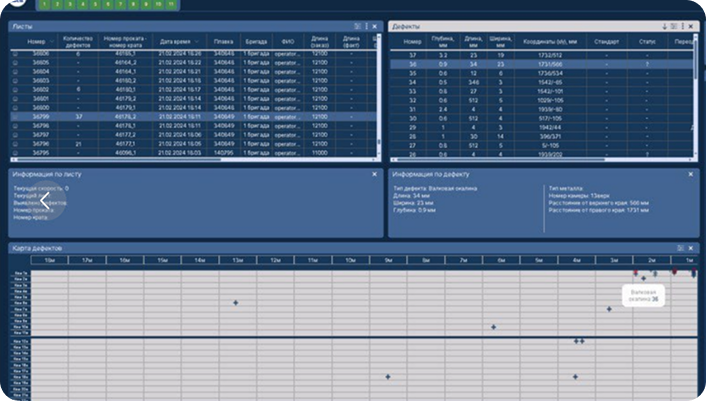
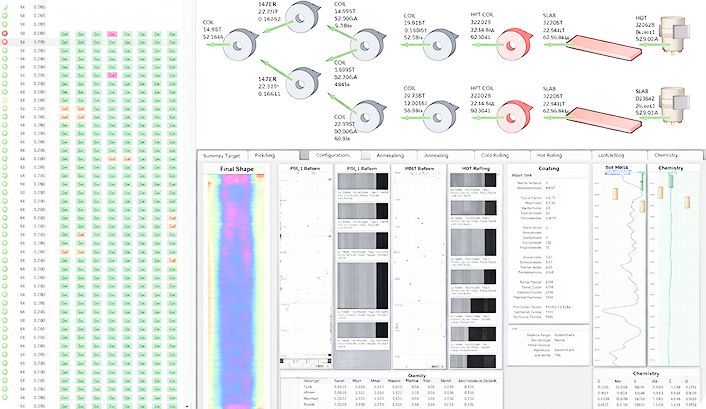
Разработано ПО системы
Математическое и программное обеспечение системы анализа завершённости процесса спекания агломерата
Разработана система-советчик агломератчика
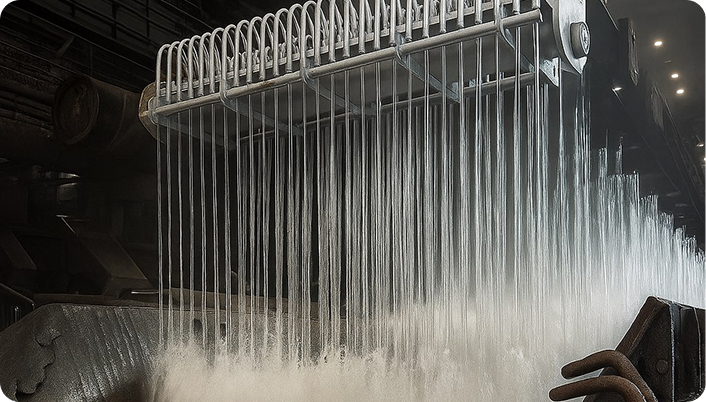
Проведение пробных работ
Пробное проведение работы системы анализа завершённости спекания
Разработан и проведен инструктаж
Инструктаж по использованию системы и АКТ внедрения
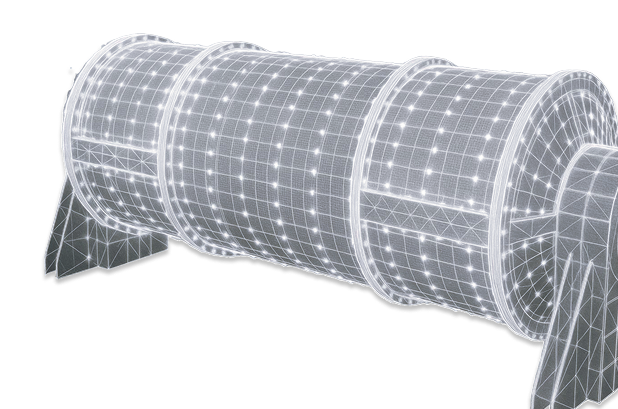
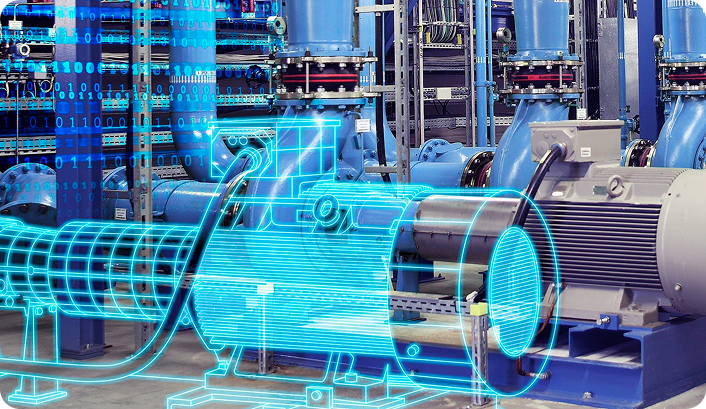
ТЕПЛОВИЗОРЫ
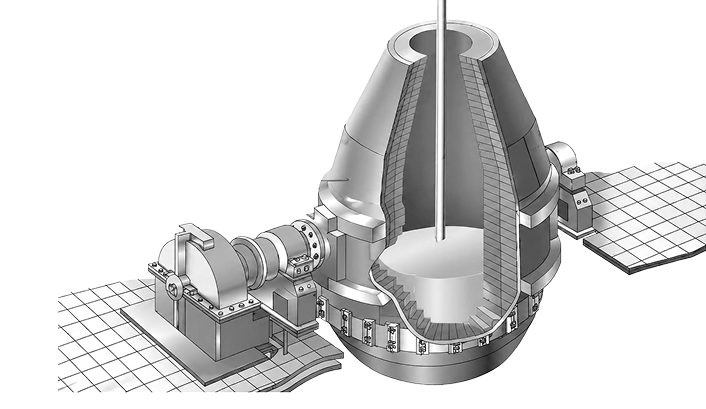
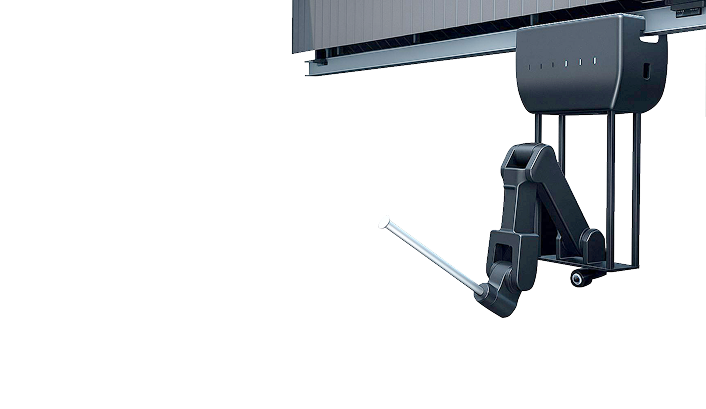
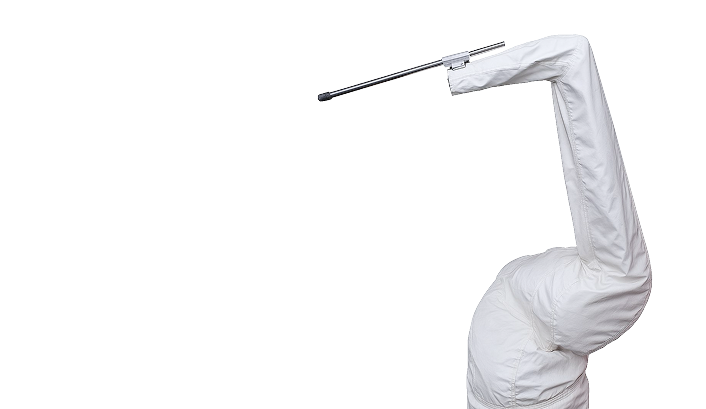
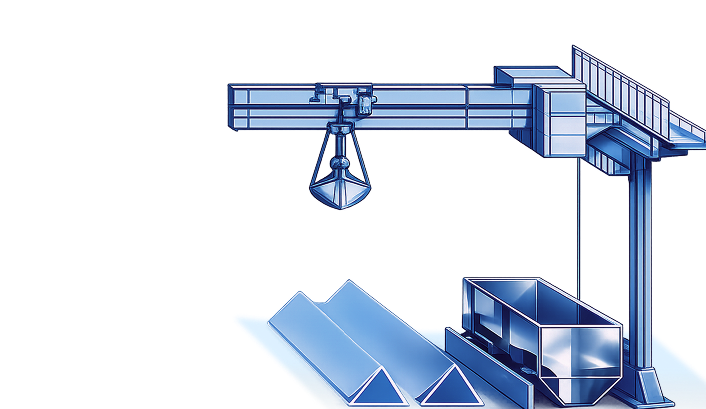
1. Широкоугольные тепловизоры, смонтированные в хвостовой части агломашины
2. Для корректной работы конфигурации требуется, чтобы в поле видимости тепловизора в полном объёме присутствовала рабочая зона, на которой проводятся измерения
3. Зона видимости определяется положением тепловизора и настройками конфигурации
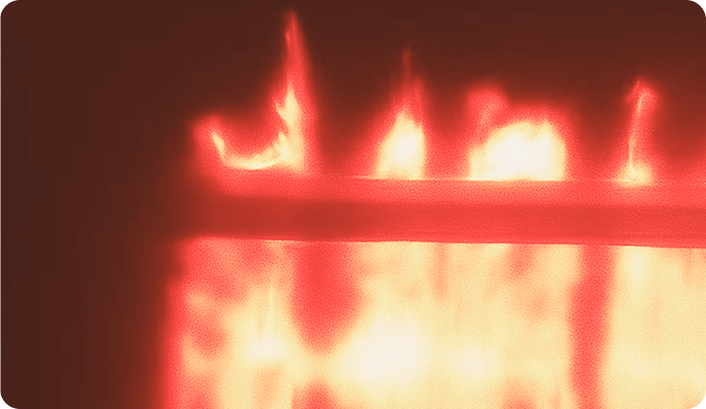
4. Места установки тепловизора выбирают так, чтобы детектируемая поверхность находилась в прямой видимости под углом наблюдения не менее 60 градусов
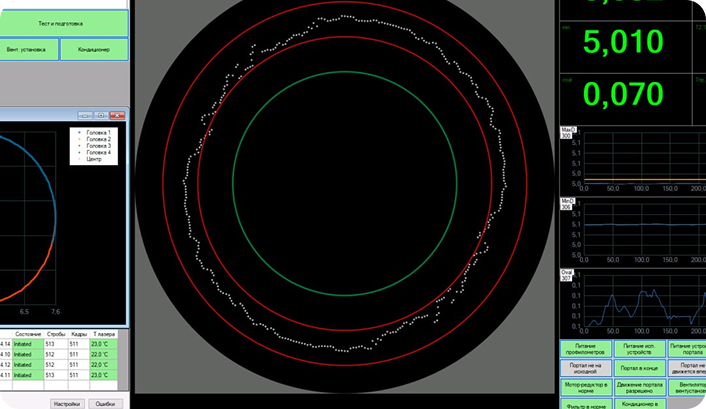
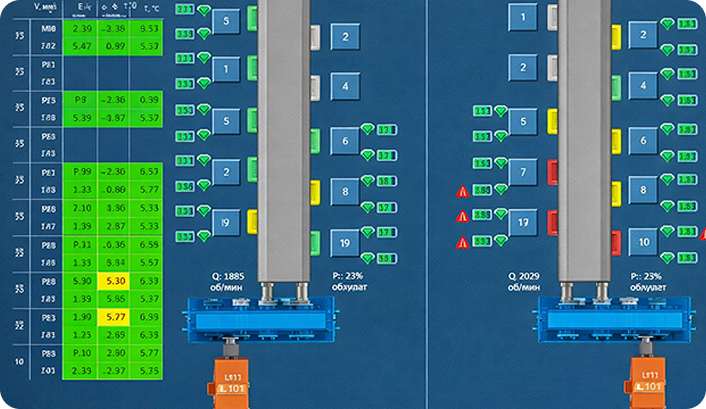
5. Обработка результатов тепловизионного контроля при проведении качественного анализа заключается в обработке и расшифровке термограмм
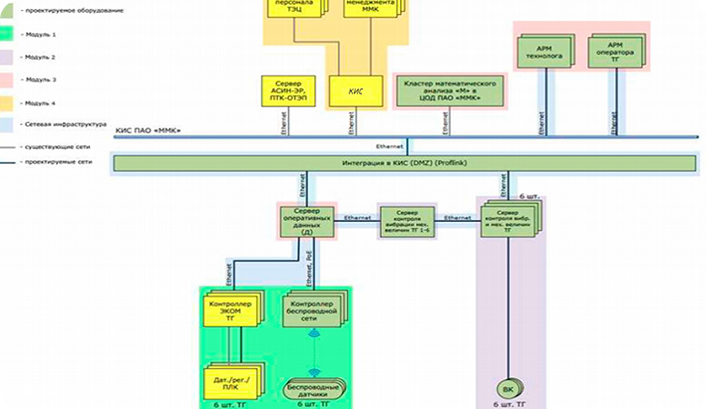
6. Настоящий программный комплекс сформирован с использованием платформы Индустрии 4.0 АРКА v4.0.0.23
параметры системы