Система инспекции поверхности проката с измерением глубины дефектов (СИП 3D)
Система контроля качества металла отмечена премией «Приоритет: Цифра – 2025»
решения проблемы с качеством продукции
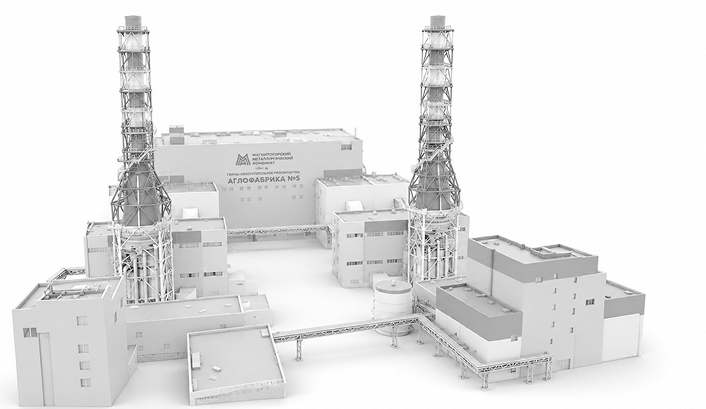
о проекте
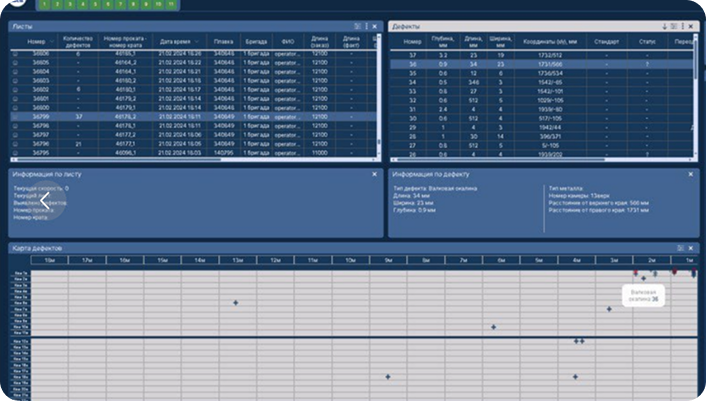
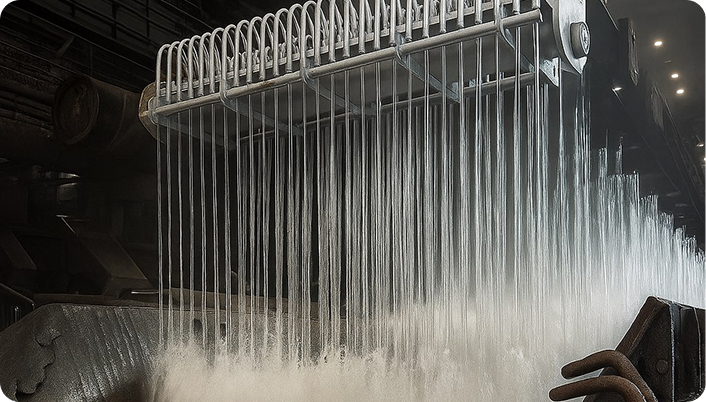
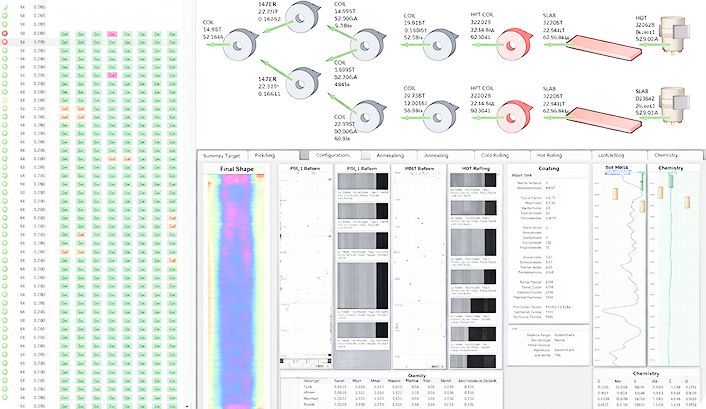
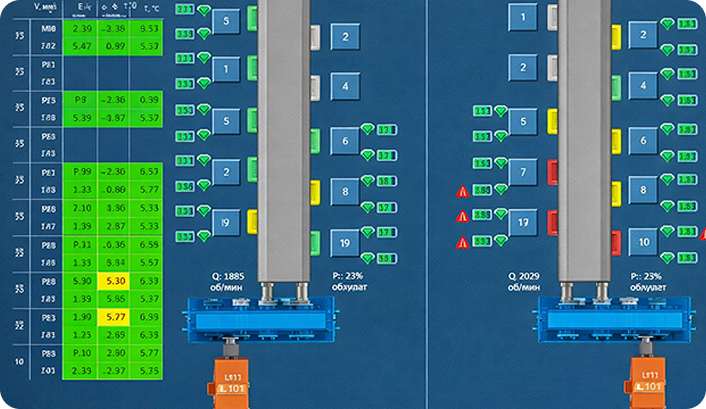
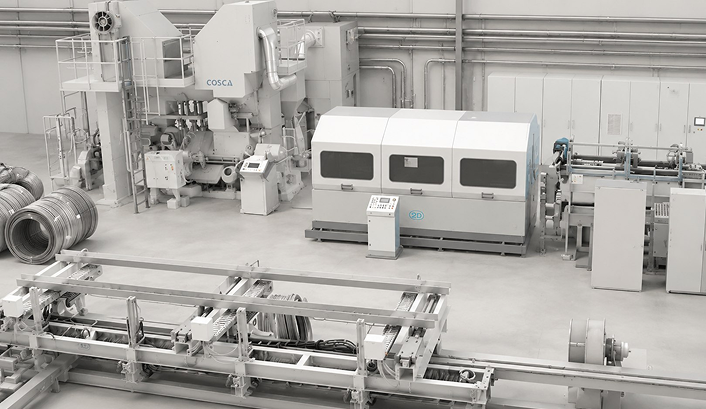
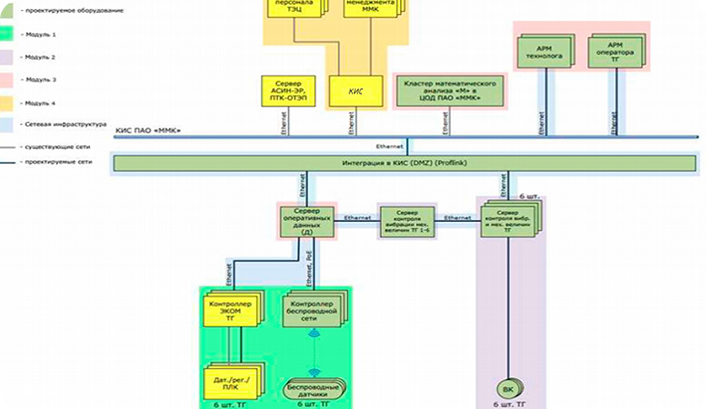
Система работает следующим образом: движущийся по линии лист проката сканируется высокоточными камерами и лазерами. Полученные изображения передаются на сервер, где специализированное программное обеспечение с интегрированной математической моделью проводит комплексный анализ. Автоматически измеряются геометрические параметры листа, обнаруживаются и классифицируются поверхностные дефекты. Одновременно формируется 3D-карта топологии поверхности листа с выявленными отклонениями. Результаты мгновенно сопоставляются с требованиями к качеству для конкретного потребителя
Метод контроля
Лазерная триангуляция с использованием 20 комплектов 3D-камер и лазерных генераторов, установленных с обеих сторон листа
Размер дефектов
0,5 мм х 0,5 мм минимальный размер обнаруживаемых дефектов
Глубина и плоскостность
0,2 мм – минимальная глубина обнаруживаемых дефектов и отклонение от плоскости
Скорость контроля
1,6 м/с (при ширине листа 5 м)
Точность классификации
90 % для каждого класса дефектов
Точность координат
99,8 % определения координат дефектов на поверхности листа
Игнорирование окалины
Возможность исключать перебраковку из-за окалины
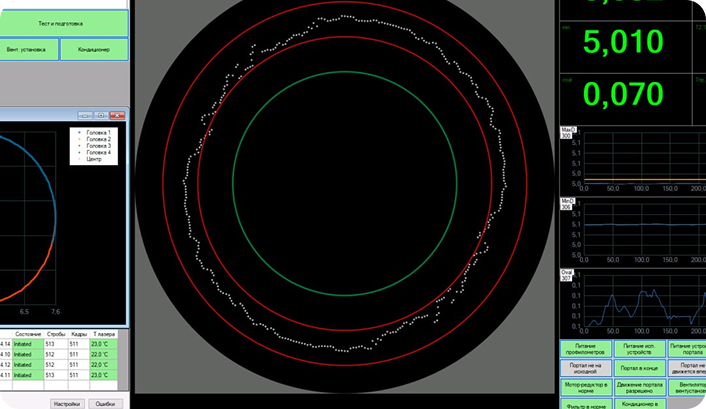
3D-карты и отчёты
Возможность формирования 3D-карт и отчётов по листам с изображениями выявленных дефектов